
We use cookies to ensure our website works properly and to personalise your experience. Cookies policy
1Lucknow Model College of Pharmacy, Lucknow, UP, India
2Skymap Pharmaceuticals Pvt Ltd, Roorkee, UK, India
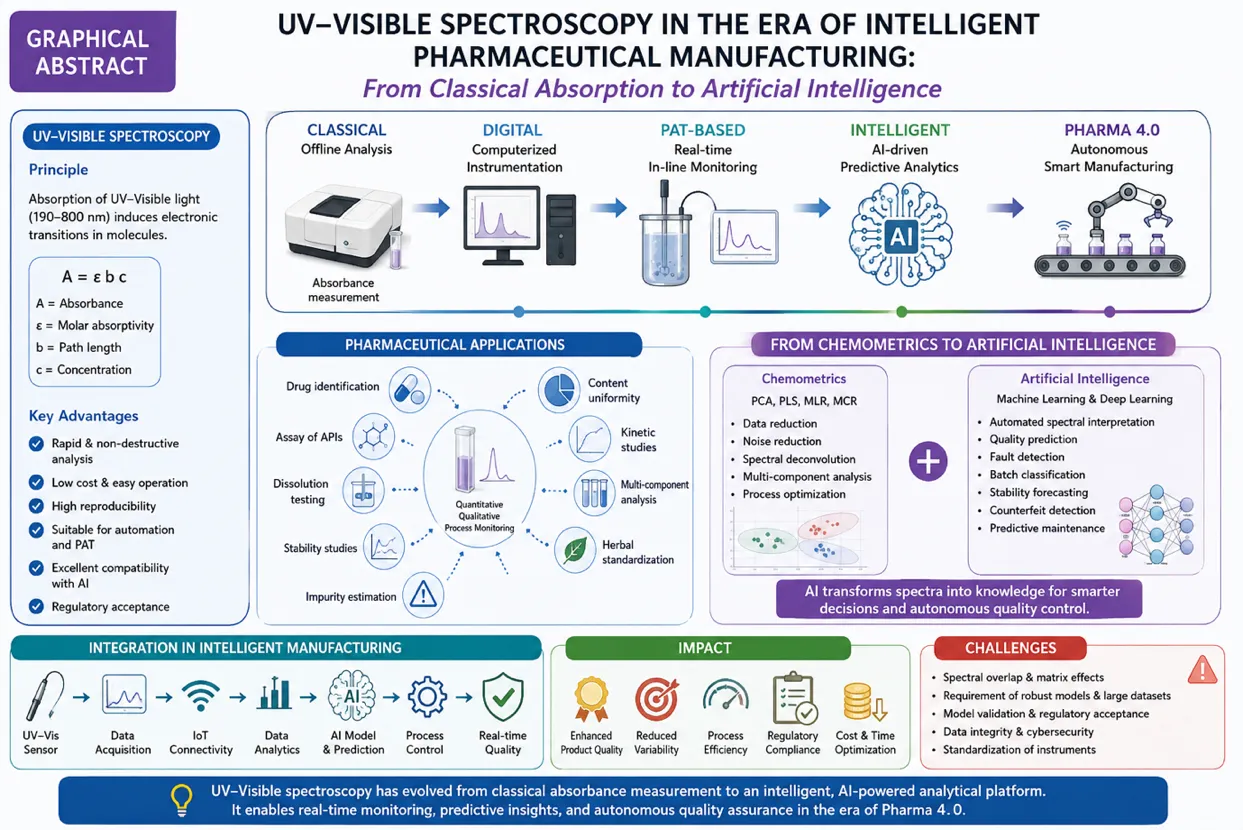
Ultraviolet–Visible (UV–Vis) spectroscopy is one of the most used analytical techniques in pharmaceutical sciences, because it is fast, easy to use, inexpensive and non-destructive. UV–Vis spectroscopy has a long-established history for qualitative and quantitative analysis of drugs but has evolved through the incorporation of chemometrics, Process Analytical Technology (PAT), Quality by Design (QbD), continuous manufacturing, and Artificial Intelligence (AI). Sequential, modern pharmaceutical manufacturing repeatedly leans upon real-time analytical tools to ensure those aspects of product quality and process efficiency. Especially, UV–Vis spectroscopy is developed into a smart sensor supporting in-line monitoring, predictive modelling, automated decision-making and digital manufacturing. This short review presents the basis, latest innovations, machine-learning based real-world applications, practical use in industries, hindrances and prospects of UV–Visible spectroscopy in intelligent Pharmaceutical manufacturing.
Analytical technologies represent the backbone of pharmaceutical research, development, manufacturing and quality assurance. It still has its place in analytical laboratories today, as it is one of the oldest techniques and one of the most diverse due to its rapid analysis within a short time frame and little to no sample preparation for compounds containing chromophores.
2] Intelligent Manufacturing in pharma: The Pharmaceutical Industry is on a transformational journey towards Pharma 4.0, which by definition means intelligent manufacturing which integrates automation, digitalization, real-time monitoring, Artificial intelligence (Ai), IoT and advanced analytics too.] Recent regulatory agencies like the US FDA and also ICH advise but also motivate implementing Process Analytical Technology (PAT) as well as Quality by Design (QbD) to accomplish constant product top quality using scientific process understanding rather than end-product testing.
However, amidst this changing landscape, UV–Visible (UVVis) spectroscopy has shown advancement beyond the typical absorbance measurements. Compatible with this trend, modern instruments such as Fiber-optic probes, Automated multi-sampling systems, Chemometric Algorithms and cloud connectivity through networked computers together with machine learning are now capable of performing continuous process monitoring and predictive quality control (PQC). As a result, UV–Vis spectroscopy has become an integral part of smart pharmaceutical industries.
2. Principle of UV–Visible Spectroscopy
UV–Visible spectroscopy is based on the absorption of electromagnetic radiation within the wavelength range of approximately 190–800 nm. Molecules absorb light when the energy of incident photons matches the energy difference between electronic states.
The quantitative relationship between absorbance and concentration follows the Beer–Lambert Law:
A=εbc
where:
Electronic transitions commonly observed include:
The technique is especially suitable for compounds containing aromatic rings, conjugated double bonds, heteroatoms, and various pharmaceutical chromophores.
3. Classical Pharmaceutical Applications
Since years, UV–Visible spectroscopy is one of the most widely used analytical method in pharmaceutical sciences due to its simplicity, quick analysis, precision and affordability. It has traditionally been used for qualitative identification and quantitative estimation of the active pharmaceutical ingredient (API)s using their characteristic absorption spectra. It is an important approach used in routine quality control for assay determination, content uniformity testing, dissolution studies, drug stability assessment, impurity profiling and degradation kinetics. Also, this approach is commonly utilized in the development of pharmaceutical formulations to analyze drug–excipient compatibility and determine various formulation parameters. In bioanalysis, UV-Visible spectroscopy determines proteins, nucleic acids, enzymes and other biomolecules, while in herbal drug analysis it is used for phytoconstituents standardization and quantification. Due to minimal sample preparation, non-destructive and high reproducibility, the UV–Visible spectroscopy is a routine method chose for analysis in the pharmaceutical laboratory, research facilities and manufacturing plants. Despite various advancements in spectroscopic and chromatographic techniques, its reliability, ease of operation and regulatory acceptance still keep it as an indispensable tool for pharmaceutical analysis.
4. Evolution from Classical Analysis to Intelligent Manufacturing
The evolution of UV–Visible spectroscopy parallels the transformation of pharmaceutical manufacturing.
|
Generation |
Characteristics |
|
Classical UV–Vis |
Offline laboratory testing |
|
Digital UV–Vis |
Computer-controlled instrumentation |
|
PAT-Based UV–Vis |
Real-time in-line monitoring |
|
Intelligent UV–Vis |
AI-driven predictive analytics |
|
Pharma 4.0 UV–Vis |
Integrated digital manufacturing systems |
Modern systems no longer function merely as analytical instruments but as smart process sensors capable of continuous quality monitoring.
5. UV–Visible Spectroscopy in Process Analytical Technology (PAT)
The U.S. Food and Drug Administration (FDA) has introduced a new methodology of Process Analytical Technology (PAT), targeting pharmaceutical manufacturing to enhance the overall system from end-product testing to real-time monitoring, understanding and control of critical processes. Due to its rapid, non-destructive, and in-line analytical capabilities UV–Visible spectroscopy has been an important PAT tool. UV–Vis spectroscopy plays a pivotal role in the adoption of Process Analytical Technologies (PAT) by facilitating the continuous measurement of fundamental quality attributes (CQAs) like API concentration, blend uniformity, dissolution behavior, crystallization progress, granulation endpoints, fermentation kinetics and tablet coating thickness using online fiber-optic probes and automated sampling systems directly embedded into manufacturing processes. Real-time spectral data enables manufacturers to identify process deviations in real-time, allowing manufacturers to optimize operating conditions and take corrective action before product quality is affected. Coupled with chemometric models, UV–Visible spectroscopy is able to extract quality- and yield-related information from complex spectral data to predict process-dependent outcomes accurately, while lowering the probability of batch failure, reducing material waste and improving manufacturing throughput. The UV–Visible spectroscopy supports continuous manufacturing, real-time release testing (RTRT), regulatory compliance because of its seamless integration with automated process control systems, and therefore a renowned analytical technology in the modern PAT-based pharmaceutical production.
6. Integration with Quality by Design (QbD)
Quality by Design (QbD) is a science and risk-based systematic approach to pharmaceutical development in which an emphasis in building quality into the product at design stages rather than testing the end-product. This article reviews the role that UV–Visible spectroscopy plays in supporting QbD by providing time-effective and robust analytical data along the product lifecycle. It is extensively with the intention to determine and song Critical Quality Attributes (CQAs), examine the effect of Critical Material Attributes (CMAs) and Critical Process Parameters (CPPs) and aid Design of Experiments (DoE) for formulation and manner optimization. UV.Visible spectroscopy helps to develop robust analytical methods for Analytical Quality by Design (AQbD) applications in defining the Analytical Target Profile (ATP), estimating method variability, and determining a suitable Method Operable Design Region (MODR). AbstractThe technique also allows for continuous process verification and real-time quality monitoring, helping to ensure consistent product performance and regulatory compliance. In conjunction with chemometric analysis and PAT frameworks UV–Visible spectroscopy can contribute to process knowledge and understanding supporting analytical robustness, lowering variability, and promoting lean pharmaceutical manufacturing systems, consistent with regulatory expectations in the evolving pharmaceutical landscape.
7. Chemometrics: Transforming Spectra into Information
The use of advanced chemometric techniques in UV–Visible spectroscopy has transformed spectral data from complicated numerical arrays into significant chemical and pharmaceutical information. Standard UV–visible analysis is frequently hampered by overlapping absorption bands, background effects and the presence of multiple analytes simultaneously. Thus, accurate interpretation via classical univariate methods can be limiting. Unlike the previous approaches, many chemometric approaches aim at applying multivariate data analysis to reveal hidden patterns and relationships not visible via standard univariate techniques that would be buried in the spectral datasets. Some examples of model methods which are frequently used in chemometrics are Principal component analysis (PCA) for data exploration and pattern recognition, Partial least squares (PLS) and principal component regression (PCR) models for quantitative calibration or concentration prediction, Multiple linear regression (MLR), and Multivariate curve resolution (MCR). These techniques greatly increase analytical sensitivity, accuracy, and precision along with minimizing noise and aiding spectral interpretation. Chemometrics improves concurrent multi-component drug analysis, dissolution profiling, blend uniformity assessment; counterfeit drug detection; stability studies and process optimization in the pharmaceutical applications. In addition, transformation of tons of spectra data to predictive knowledge brings UV–Visible spectroscopy as a smart quantitative tool for real-time process control and quality assurance in the modern pharmaceutical manufacturing now combined with chemometric models which are ideal building blocks for machine learning and artificial intelligence applications.
8. Artificial Intelligence in UV–Visible Spectroscopy
The UV–Visible spectroscopy is being revolutionized by Artificial Intelligence (AI) from a traditional analytical technique to an intelligent decision-support system with automated interpretation, prediction and process optimization capabilities. Artificial intelligence (AI) can detect complex relationships in large phenotype datasets collected from UV–Visible spectral data, which are generally not possible to scope with traditional statistical methods. Artificial Neural Networks (ANN), Support Vector Machines (SVM), Random Forest (RF), Gradient Boosting as well as Deep Learning models are widely used for spectral classification, quantitative analysis of target spectra, anomaly detection and predictive modeling. Machine learning-accelerated approaches have also been used in pharmaceutical applications, such as rapid drug identification, counterfeit medicine detection, dissolution profile prediction, impurity and degradation analysis, formulation optimization, stability forecasting and real-time quality assessment of drugs during the manufacturing process using UV–Visible spectroscopy. Integration of AI with Process Analytical Technology (PAT) & continuous manufacturing systems would also enable automated calibration, adaptive model updating, predictive maintenance of analytical instruments and intelligent process control. In addition, cloud computing and Industrial Internet of Things (IIoT) platforms allow real-time transmission and analysis of spectral data to facilitate autonomous decision-making within digital manufacturing ecosystems. The future of the pharmaceutical industry in general as we edge toward the fourth paradigm of Pharma 4.0 deems AI with UV–Visible spectroscopy poised to radically improve analytical integrity, decrease human touch points, streamline workflows, and move predictive and autonomous quality assurance processes through every stage of product lifecycle management.
9. UV–Visible Spectroscopy in Continuous Manufacturing
The emergence of continuous manufacturing as a novel pharmaceutical production approach promises advantages over traditional batch manufacturing such as increased efficiency, flexibility and product consistentcy. In this manufacturing paradigm UV–Visible spectroscopy is a useful Process Analytical Technology (PAT) tool to allow for the continuous, real-time monitoring of key process parameters and product quality attributes. The fiber-optic probes can be integrated in-line or on-line with the UV–Visible spectrometers to provide real-time measurements of API concentration, blend uniformity, dissolution behavior, crystallization progress, reaction kinetics and fermentation processes as well as tablet coating thickness without stopping the production. On top of that, as we continue to get more spectral data, earlier detection of process deviations allow for timely corrective actions, thus minimizing or avoiding the risk of a full batch failure. Coupling with chemometric models and automated control systems makes UV–Visible spectroscopy amenable to feedback and feedforward process control that can enable so-called "on-demand" product quality assurance along with real-time release testing (RTRT). Further, by digitally integrating with manufacturing platforms, MES and AI, it helps in optimizing processes before they happen to reduce material waste, speed up production cycles and improve overall manufacturing efficiency. As a result of this, UV–Visible spectroscopy has emerged as one of the most important analytical techniques to enable reliable and informed data-driven intelligent continuous pharmaceutical manufacturing based on Data Integrity standards in accordance with Pharma 4.0 principles.
10. Digital Transformation and Pharma 4.0
The emergence of big data with embedded artificial intelligence, Pharma 4.0 is a new phase in the manufacturing landscape that integrates advanced digital technologies, automation, connectivity and data-driven decision-making across the lifecycle of biopharmaceutical products aimed at enhancing product quality and operational efficiency. In this regard, UV–Visible spectroscopy has moved from a traditional lab instrument to an intelligent analytical sensor, where it can be integrated with the digital manufacturing ecosystem. Modern UV–Visible spectrometers connected to Industrial Internet of Things (IIoT) networks, Manufacturing Execution Systems (MES), Laboratory Information Management Systems (LIMS), Supervisory Control and Data Acquisition (SCADA) systems, or cloud-based platforms continuously acquire, store, and analyze spectral data in real time. Also, the combination of UV–Visible spectroscopy with AI, machine learning, chemometrics and digital twin technologies enables predictive analytics, automatic control of the process itself, anomaly detection and real-time quality assurance over the population and/or across time during manufacturing. Additionally, Cloud computing and data analytics capabilities support remote monitoring of production environment, centralized data management, continuous improvement across sites. These digital capabilities help incorporate regulatory initiatives like Process Analytical Technology (PAT), Quality by Design (QbD) and Real-Time Release Testing (RTRT), thereby lowering the manufacturing variability, reducing human intercession while speeding up decision making. With advances in pharmaceutical manufacturing moving toward the fully autonomous smart factory, UV–Visible spectroscopy will remain a key contributor to intelligent and connected data-driven production systems under the Pharma 4.0 framework.
11. Advantages
UV–Visible spectroscopy has several benefits, so it is one of the most commonly used analytical techniques in pharmaceutical research, quality control, and manufacturing. This method is fast, easy, and non-destructive for qualitative and quantitative characterization that requires little sample preparation at relatively low operational cost. It offers high sensitivity, selectivity, and reproducibility for compounds with appropriate chromophores and is well suited for routine assay development, dissolution testing, stability studies, and formulation development. Nowadays, UV–Visible spectrometers have advanced sample handling apparatuses of high throughput capability combined with seamless integration into other systems such as Process Analytical Technology (PAT), Quality by Design (QbD) and continuous manufacturing systems for online monitoring for process analysis and quality assurance. In addition, chemometric methods and Artificial Intelligence (AI) are meritoriously implemented for spectral interpretation, prediction modeling and automated decision-making to convert the UV–Visible spectroscopy into a considerably intelligent analytically platform. It also presents eco-friendly features since it normally uses less solvent volume than many chromatographic methods and produces lower amounts of chemical waste. Its compatibility with digital manufacturing systems, cloud-based data management, and Industry 4.0 technologies only bolsters its position in smart pharmaceutical production. These advantages, along with its well-established acceptance by various regulatory bodies including the FDA and also USP/ICH guidelines over the decades, make UV–Visible spectroscopy an indispensable technique in modern pharmaceutical analysis & intelligent manufacturing.
12. Current Challenges
Even though UV–Visible spectroscopy is popular and constantly being improved by technological development, it still suffers from some limitations for general use in contemporary pharmaceutical analysis and intelligent manufacturing applications. One of the major limitations is its reliance on the existence of chromophoric groups, which makes it not useful for substances that show weak or no absorption in the UV–Visible region. This method is also associated with low selectivity for the analysis of multi-component drug formulations since overlapping absorption spectra and matrix interference may compromise analytical performance. Spectral quality and reproducibility are further influenced by variations in solvent composition, pH, temperature and sample turbidity. Generating robust chemometric calibration models for Process Analytical Technology (PAT) applications both requires large, representative datasets and frequent validation under manufacturing conditions that may change. Artificial intelligence (AI) also brings new complexities such as the need for clean labeled spectral databases, approachable and interpretable algorithms, and ongoing retraining to prevent model drift. In addition to the above data-driven capabilities, ensuring data integrity as well as cybersecurity and interoperability among digital manufacturing platforms and regulatory compliance is a crucial challenge in Pharma 4.0 environments. Regulatory acceptability and routine application of the AI-assisted analytical method will still require extensive validation, risk assessment, and documentation. Overcoming these scientific, technical and regulatory hurdles will be critical for the successful deployment of AI-enabled UV–Visible spectroscopy as a robust analytical platform for the pharmaceutical manufacturing of the future.
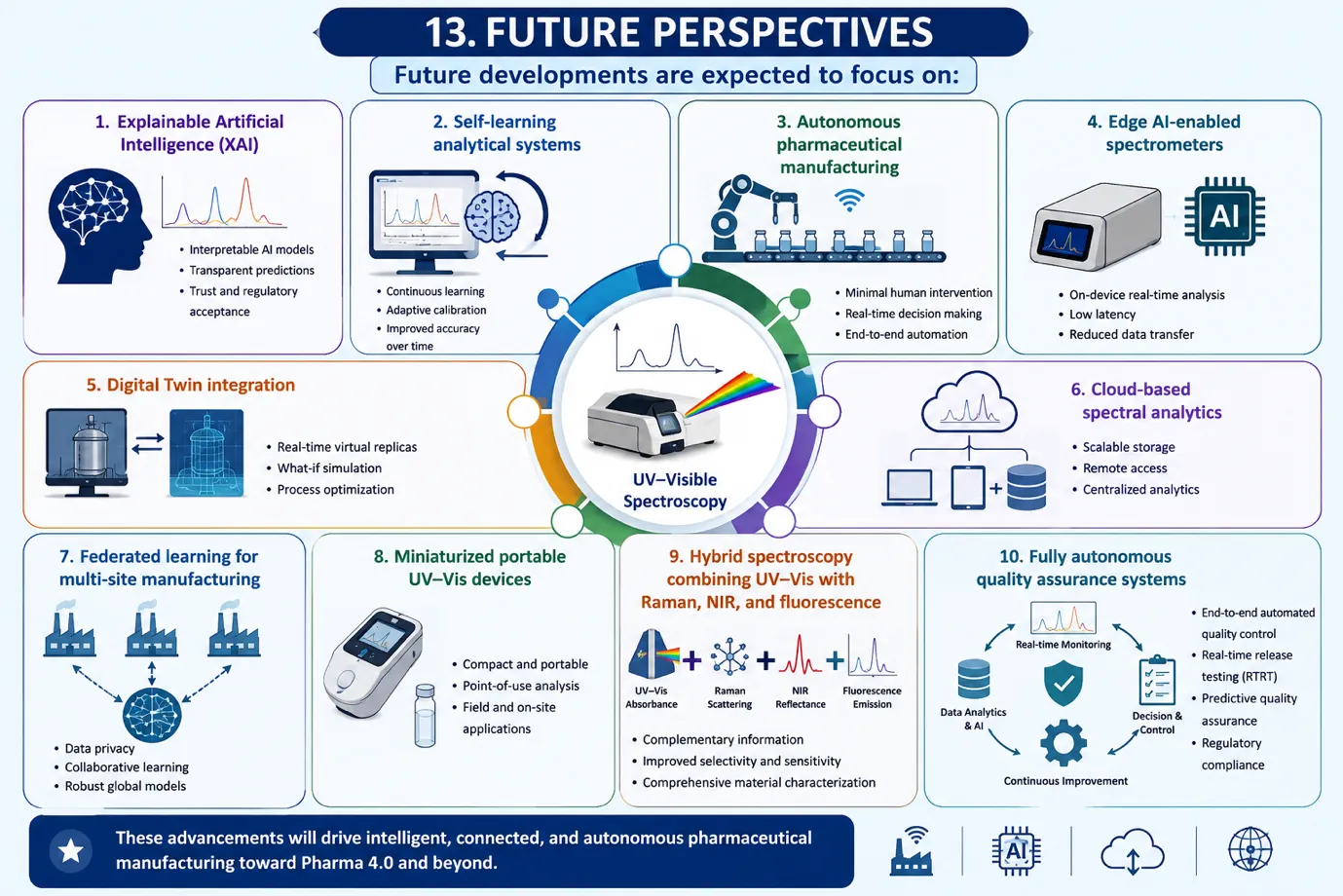
13. Future Perspectives
Future developments are expected to focus on:
The convergence of spectroscopy, AI, robotics, and intelligent automation will redefine pharmaceutical quality control.
CONCLUSION
UV–Visible spectroscopy has been transcended from a traditional laboratory technique into an advanced analytical platform for intelligent pharmaceutical manufacturing. Real-time monitoring, predictive quality assurance and autonomous process control is enabled by its integration with PAT, QbD, chemometrics, AI and Pharma 4.0 technologies. Despite challenges in spectral complexity, model validation and regulatory acceptance, machine learning is rapidly expanding its capabilities with ongoing breakthroughs in digital technologies and automation. Moving forwards, AI-enhanced UV–Visible spectroscopy will continue to be a pillar of smart analytical science and next-gen pharmaceutical quality management as the world of pharmaceutical manufacturing continues its transition towards fully digital, data-driven ecosystems.
Declarations
Author CRediT Statement
Sandhya Kumari: Conceptualization, Literature Review, Writing – Review & Editing, Validation, Supervision.
Himani Sharawat: Data Curation, Literature Review, Investigation, Visualization, Writing – Review & Editing.
Prof. Shashank Tiwari: Conceptualization, Methodology, Supervision, Project Administration, Critical Review & Editing, Resources, Final Approval of the Manuscript.
All authors have read and approved the final version of the manuscript and agree to be accountable for all aspects of the work, ensuring the accuracy and integrity of the published content.
Funding
In this research the authors did not receive any specific funding from any public, commercial or not-for-profit funding agency.
Conflicts of Interest
Conflicts of interest The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this manuscript; All authors follow the principle of transparency regarding conflicts of interest.
This is a review article and does not involve any studies with human participants or animals performed by any of the authors. Hence, ethical approval was not necessary
Consent for Publication
All authors contributed to the writing of the manuscript and consent for it to be published.
Acknowledgements
The authors sincerely thank the researcher community across the globe whose published work provided the scientific basis for this review. The authors thank their institutions for providing access to scientific resources and a supportive research environment.
REFERENCES



Sandhya Kumari1, Himani Sharawat2, Shashank Tiwari1*, UV–Visible Spectroscopy In The Era Of Intelligent Pharmaceutical Manufacturing From Classical Absorption To Artificial Intelligence, Int. J. Sci. R. Tech., 2026, 3 (7), 458-466. https://doi.org/10.5281/zenodo.21389745
 10.5281/zenodo.21389745
10.5281/zenodo.21389745